|
August 2012
Article
AutomatedBuildings.com
|
[an error occurred while processing this directive]
(Click
Message to Learn More)
|
|
Roadmap
To A Successful Central Plant Optimization
Central plant equipment can present great opportunities for generating
energy savings, not only in the plant, but also in the connected
buildings as well as improve comfort conditions of building occupants.
|
|
Market Conditions & Challenges
Today, building owners, managers and operators are being asked to
improve the performance of their assets by lowering operating costs,
improving tenant satisfaction and implementing sustainability efforts
while being good stewards of the environment. They are being asked to
do this in an economic climate that offers limited, or no access to
capital for improvements, and with limited staff and systems
capabilities.
Central plant equipment can present great opportunities for generating
energy savings, not only in the plant, but also in the connected
buildings as well as improve comfort conditions of building occupants.
This article shall discuss primary discussion points required to
deliver a successful and optimized central plant.
HVAC Equipment
HVAC System optimization starts at the selection of mechanical
equipment. Equipment must be selected to operate at the lowest kW/Ton
energy efficiency where the system operates most of the time, usually
during part load conditions. Primary variable pumping and AHU variable
air volume systems are preferred and all motors must be installed with
variable speed drives. Few exceptions should be made.
Variable speed drives must have an open protocol Building Energy
Management System (BEMS) interface to report drive speeds and kW usage.
Chillers and boilers must be selected to allow turndown of pump speed.
If a reduction of at least 40-50% speed is not achievable because of
equipment limitation, a primary-secondary pumping strategy should be
considered, using smaller primary pumps so larger secondary pumps can
be fully modulated. The focus should be to size and select pumps to
where they can modulate down together as the whole building load is
reduced so any given pump does not have to run exceptionally higher
than another pump. Small changes in pressure and flow can exponentially
reduce power see Figure 1.
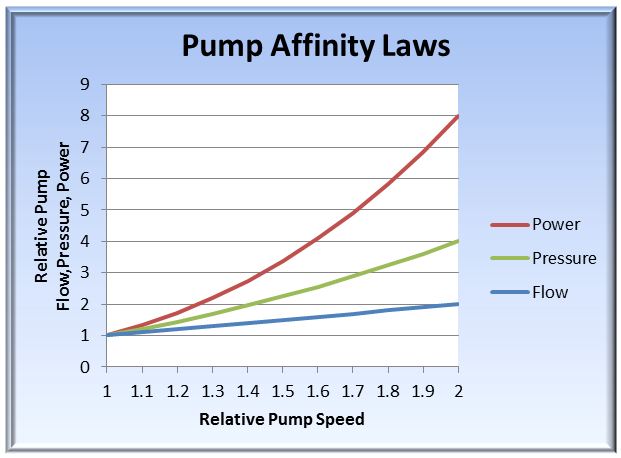
Figure 1 – Illustrates the increase in
flow pressure and power relative
to the increase of speed. Note that doubling speed and flow results in
an 8x increase in power.
All electrical equipment’s power usage must be monitored and quality
flow/BTU meters must be in place for any high level of optimization to
take place. Piping design must also be planned to allow for proper and
accurate measurement. Chillers need to be equipped with open protocol
BEMS interfaces in which real time kW monitoring can take place. It is
also very important the refrigerant pressures and temperatures are part
of the interface so the chiller operational efficiency can be monitored
and optimized.
BEMS And Contractor
When selecting a control system it must be a certified open protocol
system that includes programmable controllers at all levels. The
preferred open protocol for HVAC building automations systems should be
100% top to bottom native BACnet. Hybrid automation systems, BAS using
gateways, and LON flat architecture cause difficult integration with
supervisory controllers and other 3rd party appliances such as data
collection systems or dashboards could be added in the future.
Once a native BACnet control system is chosen, the controls contractor
needs to be selected by the owner and engineering team based on
experience and ability to implement optimization strategies. The
controls contractor is a key part of the project design team from the
beginning thru the life of the project. The controls interfaces and
complexity of equipment is not part of the day-to-day expertise of the
mechanical contractors or engineers. Since the controls technologies in
the HVAC industry are changing rapidly it becomes a full-time job for
the control contractors to keep up. The experienced controls contractor
is an invaluable resource for a successful project and to ensure system
compatibility. This will ensure all the subsystems and equipment will
work together as intended by the design. This broad knowledge base
includes the BEMS equipment as well as the electrical, mechanical, and
plumbing equipment from both a technical and engineering perspective.
Base Sequence of Operations
The initial mechanical engineering process must set the design
conditions and clearly establish the environmental conditions that the
system maintains. Additionally, a base level sequence of operations is
established. This base defines the amount of redundancy of the
equipment (e.g. lead lag, lead standby, n +1, etc) and the type of
plant (variable primary, primary secondary, etc.). The base level
sequences should focus on full load operation, the staging up and down
of mechanical equipment, and establishing a recovery strategy sequence
when an equipment failure occurs. This base level design is determined
by overall plant budgets and redundancy requirements of the plant.
Once a base sequence of operations is established, the part load
operation for the building can be determined. The minimum operating
conditions need to be identified such as minimum flows for chillers,
boilers, cooling towers and etc. Equipment should be selected to
maximize the amount of flow turndown such as specifying cooling towers
with low flow nozzles and ensuring chillers can turn down to at least
40-50% flow. The impact of lowering the flow on the cooling/heating
loads must also be taken into consideration. If there are isolated
loads that cannot have a reduction in flow then booster pumps should be
considered to prevent the flow from having to be provided by speeding
up the large central plant pumps.
The range for the chilled water and hot water temperatures resets need
to be determined. If there is dehumidification that is required, it may
limit how much optimization can take place and some type of DX
dehumidification might be considered. Process loads or refrigeration
loads that might be put on the central plant systems have to be
evaluated as this may also drive how much optimization can take place.
It is crucial to analyze very low load conditions, minimum loading of
the primary mechanical equipment, and if the mechanical equipment can
cycle down properly to determine if an additional piece of “pony”
equipment is required to allow for a more efficient system and minimize
excessive cycling.
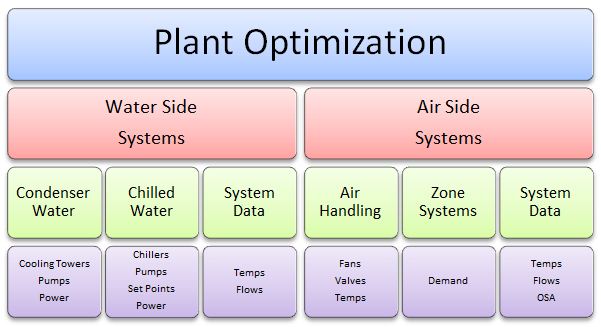
Figure 2 – Depicts the major components of
what an optimization plant
designer should take into consideration when developing optimization
strategies.
Optimization Design
After the
mechanical equipment and building automation systems are
selected, control optimization strategies can be developed. There are
varying levels of optimization which depend on the size of the building
and equipment, operating budgets and staff, and limited construction
costs. The most basic optimized plant can establish temperature resets,
pump speed resets, etc. and with no further optimization can be
considered in an small optimized plant as it will be running more
efficiently than a constant volume system. The level of optimization
can extend to monitoring chiller refrigerant pressures and retrieving
information such as kW and valve positions from all building loads
regardless of the level of the initial optimized control sequences. At
this point the optimization process has only begun.
It is imperative a qualified testing and balance contractor is
brought on board that fully understands the testing, adjustment, and
balancing of variable volume systems. It also must be specified that
the TAB contractor is to test, adjust, and balance the system not only
at design conditions but also at part load and minimum conditions.

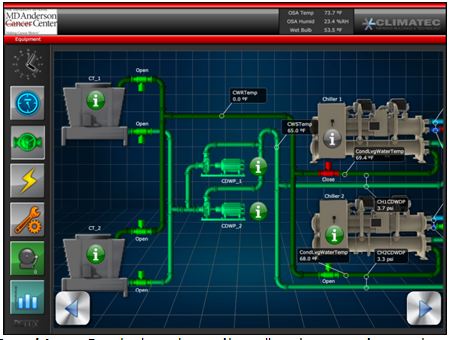
Plant/System Overviews – Easy to
understand status and conditions of
systems
Systems
Graphics – Control and monitor all system equipment (shown with optional touchscreen control interface)
Systems
Efficiency – Single screen shows you how efficient systems are
operating and where you are using your energy
Optimization Execution
Optimization is
both part of the initial construction process and a
continual process that lives with the facility indefinitely. The
initial construction documents must set a “contractual obligation” and
define what initial base level of optimization exists. The construction
contract must come to closure immediately following occupancy. After
the construction contract sign off, a continuous monitoring and
optimization program must be put into place.
The first two years are spent analyzing the initial installation and
tuning the system for the most optimal operation. An example would be
the balance of pump speeds vs. supply temperature setpoints.
Optimization must take into account all of the systems in the building
or campus and not just the central plant. For example, raising the CHW
supply temperature in the central plant may help chiller efficiency but
will increase fan energy at the AHU. The most efficient balance for the
HVAC system must be found without compromising comfort, reliability,
and building function.
Optimization must take into consideration the operational requirements
of the building and requires constant communication with the operations
staff and occupants. Running a facility in the most efficient manner
means finding the limits of which that building can properly run, and
operating at the edge of these limits. Optimization must also consider
the reliability requirements of the facility. As systems are optimized
the equipment is run closer to its operational limits and leaves less
room for error which can cause equipment shutdowns.
Optimization is not limited to just the control system as mechanical
equipment or design changes may need to be modified to allow for the
most efficient operation. There are no black boxes, or any
predetermined engineering practices that can consider all of these
variables.
[an error occurred while processing this directive]Maintaining Optimization
At the end of the
first two years, several seasonal cycles have taken
place and the facility should be settled into its post construction
operation. At this point, any modifications to sequences and
optimization strategies have taken place with the operational
requirements being met. In some cases mechanical systems may have been
changed or modified as to not “drive” the system into inefficient
operation. Even if at any moment the facility is being operated in the
most efficient manner, it will not stay there. Facility operations
change, equipment malfunctions, and mechanical systems wear, get dirty,
and fall out of calibration. Unfortunately, all things will deteriorate
over time. This is what is called ‘Building Drift.’
Optimization and building efficiency are no exception. In order to
maintain minimal energy usage, continual monitoring must take place
with the focus on optimization. As optimization is not required for a
building to meet its mission it is often overlooked or de-prioritized.
A continuous optimization program should be in place at all times for
preventative maintenance and corrective maintenance, as well as
facility improvements and modification. This must be done by a
qualified individual or company that can identify inefficient operation
as well opportunities for improvements. It is highly recommended that
monitoring, optimization and analysis is the primary task of the
individual or company assigned to these duties in order to preserve the
priority and focus of optimization.
Introducing AXCESS-CP
Keeping aligned
with the philosophies introduced in our original
“Introduction to Axcess” article previously
published in April of 2012,
Axcess for Central Plants (CP for short) specifically focuses on
the optimization of central plants. Axcess is intended to deliver
either standalone optimization of systems or be integrated into the
existing Building Energy Management Systems (BEMS), and supports
all major open protocols, as well as connectivity to proprietary
systems.
Stay in touch with us on:





For more details, please email us at –
info@axcess-eem.com
About the Author
David Adams – davida@climatec.com
David has over 25 years in the controls industry with control design,
programming, and optimization experience of simple and complex central
plants from the early 90’s. This included cogeneration plants of that
era all the way to the all variable speed plant with magnetic bearing
chillers of today. He has worked as a consultant for specifying and
integration of open protocols.
footer
[an error occurred while processing this directive]
[Click Banner To Learn More]
[Home Page] [The
Automator] [About] [Subscribe
] [Contact
Us]
 David Adams
David Adams